39
T
rin 1
// Situation og performance
T
rin 2
// Målsætning og afgrænsning
T
rin 3
// Arkitektur for produktprogram
T
rin 4
// Realisering
38
Kul berark
10
Produktion af aluminiumsstel
Taiwan
Produktion af kul berstel
Taiwan
Produktion af kundetilpassede kul berstel
DK
Slutmontage
DK
Laserskæring
af pro ler
Opspænding
af pro ler
Rensning af
svejseområder
Maling og lak
Maling og lak
Rensevæske
Indpaknings-
materialer
Indpaknings-
materialer
klargøring til
fragt
ykler
A/S
Klargøring til
fragt
ykler
A/S
klargøring til
fragt
ykler
A/S
Epoxy
Latexkerne
Forme
Lim
Trykluft
Aluminiums-
pro ler
22
Maling og
lakering af stel
54
Drejning af
gevind
54
Montage af
forga el
54
Montage af
bagdæmper
24
Montage af
kul ber på
latexkerne
9
Montering i
form
9
Testsamling af
stel
9
Limning af
kul berdele
9
Udskæring af
kul berstrim-
ler
Boring og
forarbejdning
24
Maling og
lakering
144
Montage af
forga el
144
Montage
frempind
215
Påfyldning
bremsevæske
1621
Test af
funktionalitet
1621
Montage af
bagdæmper
102
Bagdæmper
8
Monteringskit
6
Forga el
21
Bagdæmper
8
8
Monteringskit
6
Forga el
21
Test af
stelgeometri
192
Montage
sadel og styr
240
Indpaknings-
materialer
Manual
Montage
frempind
72
Påfyldning
bremsevæske
811
Test af
funktionalitet
811
Frempind
8
Sadelpind
10
Styr
8
Krankboks
12
Kranksæt
12
Sadel
15
Bolt
4
Test af
stelgeometri
54
Montage
sadel og styr
90
Indpaknings-
materialer
Manual
Frempind
12
Sadelpind
10
Styr
10
Krankboks
16
Kranksæt
18
Sadel
21
Bolt
4
Uden
bagdæmper
42
Robotsvejs-
ning af stel
24
TIG svejsning
af stel
3
MIG svejsning
af stel
5
Kul berark
10
Uden
bagdæmper
30
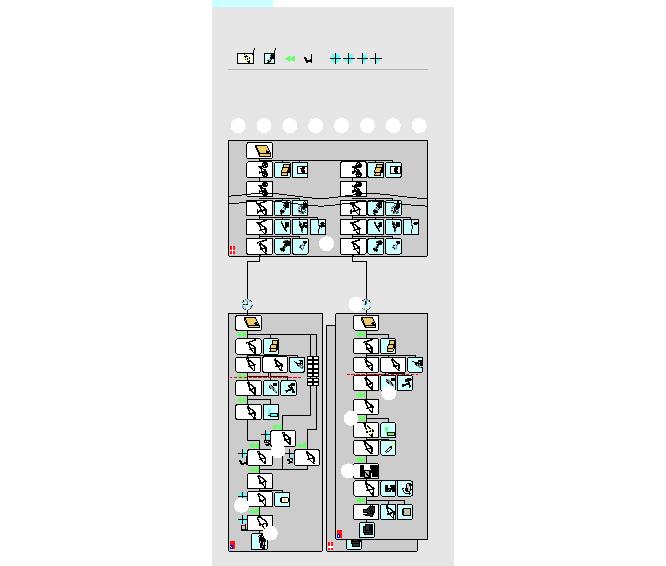
Varianter skabes allerede i
de indledene produkti-
onsprocesser.
U eksible ksturer er
tidskrævende at omstille.
Flere typer processer
benyttes til at udføre
samme opgave.
Stort antal forme er
u eksible og dyre at
anska e.
Mange mellemlagre
medfører omkostninger og
langsom produktion.
Efter CODP monteres
kundespeci kt udstyr, der
ikke kan ændres senere.
Lang leveringstid fra
Taiwan besværliggør
tilpasning af prognosen.
To separate montagelinjer
til lignende produkter.
6 uger
6 uger
Limning af
kul berdele
9
Krankboks
12
Forklaring
Produktionsproces
Antal fastlagte varianter
efter proces
Materiale / komponent
Mellemlager
Produktionsudstyr
Kapacitet for produktionsudstyr
Antal varianter af materiale
eller komponent
Maksimal udnyttelse
Minimal udnyttelse
C
E
F
H
A
B
C
D
E
F
G
H
G
D
A
B
CODP
CODP
Kul berark
10
Produktion af aluminiumsstel
Taiwan
Produktion af kul berstel
Taiwan
Produktion af kundetilpassede kul berstel
DK
Slutmontage
DK
Laserskæring
af pro ler
Opspænding
af pro ler
Rensning af
svejseområder
Maling og lak
Maling og lak
Rensevæske
Indpaknings-
materialer
Indpaknings-
materialer
klargøring til
fragt
ykler
A/S
Klargøring til
fragt
ykler
A/S
klargøring til
fragt
ykler
A/S
Epoxy
Latexkerne
Forme
Lim
Trykluft
Aluminiums-
pro ler
22
Maling og
lakering af stel
54
Drejning af
gevind
54
Montage af
forga el
54
Montage af
bagdæmper
24
Montage af
kul ber på
latexkerne
9
Montering i
form
9
Testsamling af
stel
9
Limning af
kul berdele
9
Udskæring af
kul berstrim-
ler
Boring og
forarbejdning
24
Maling og
lakering
144
Montage af
forga el
144
Montage
frempind
215
Påfyldning
bremsevæske
1621
Test af
funktionalitet
1621
Montage af
bagdæmper
102
Bagdæmper
8
Monteringskit
6
Forga el
21
Bagdæmper
8
8
Monteringskit
6
Forga el
21
Test af
stelgeometri
192
Montage
sadel og styr
240
Indpaknings-
materialer
Manual
Montage
frempind
72
Påfyldning
bremsevæske
811
Test af
funktionalitet
811
Frempind
8
Sadelpind
10
Styr
8
Krankboks
12
Kranksæt
12
Sadel
15
Bolt
4
Test af
stelgeometri
54
Montage
sadel og styr
90
Indpaknings-
materialer
Manual
Frempind
12
Sadelpind
10
Styr
10
Krankboks
16
Kranksæt
18
Sadel
21
Bolt
4
Uden
bagdæmper
42
Robotsvejs-
ning af stel
24
TIG svejsning
af stel
3
MIG svejsning
af stel
5
Kul berark
10
Uden
bagdæmper
30
Varianter skabes allerede i
de indledene produkti-
onsprocesser.
U eksible ksturer er
tidskrævende at omstille.
Flere typer processer
benyttes til at udføre
samme opgave.
Stort antal forme er
u eksible og dyre at
anska e.
Mange mellemlagre
medfører omkostninger og
langsom produktion.
Efter CODP monteres
kundespeci kt udstyr, der
ikke kan ændres senere.
Lang leveringstid fra
Taiwan besværliggør
tilpasning af prognosen.
To separate montagelinjer
til lignende produkter.
6 uger
6 uger
Limning af
kul berdele
9
Krankboks
12
Forklaring
Produktionsproces
Antal fastlagte varianter
efter proces
Materiale / komponent
Mellemlager
Produktionsudstyr
Kapacitet for produktionsudstyr
Antal varianter af materiale
eller komponent
Maksimal udnyttelse
Minimal udnyttelse
C
E
F
H
A
B
C
D
E
F
G
H
G
D
A
B
CODP
CODP
Figur 15. Produktionsflow for Cykler A/S.