28
R e c o m m e n d e d S p e e d s a n d F e e d s
Material
Carbide Series
SFM
Feed
(
)
Free Machining
Aluminum
Cast Iron
Low Carbon
Med Carbon
Stainless
High Alloy Steel
230 - 260
230 - 260
230 - 260
230 - 260
200 - 230
180 - 220
180 - 220
0.008 - 0.015
0.008 - 0.015
0.008 - 0.015
0.008 - 0.015
0.006 - 0.012
0.004 - 0.008
0.006 - 0.012
The speeds and feeds above are intended as guidelines only.
Terms
IPM = Inches Per Minute
I PR = Inches Per Revolution
RPM = Revolutions Per Minute
SFM = Surface Feet Per Minute
D IA = Tool Diameter
Formula
Inches (decimal)
mm (metric)
RPM = SFM x 3.82
DIA
IPM = RPM x IPR
SFM = RPM x DIA
3.82
RPM = M/min x 318.47
DIA
mm/min = RPM x mm/REV
M/min =
RPM x DIA
318.47
E-Z Burr tools are proprietary and are protected by U.S. and international patents.
Recommended Speeds and Feeds
IPR
www.ezburr.com
1.800.783.2877
41180 Joy Rd, Plymouth, MI 48170
Easy. Fast. Built to Last.
Performance Carbide Inserts
How to Order Carbide Tools
The following pages consist of E-Z Burr's standard tool specifications. When
you determine which E-Z Burr tool is the right one for your application you
can either call us, email us or fax us.
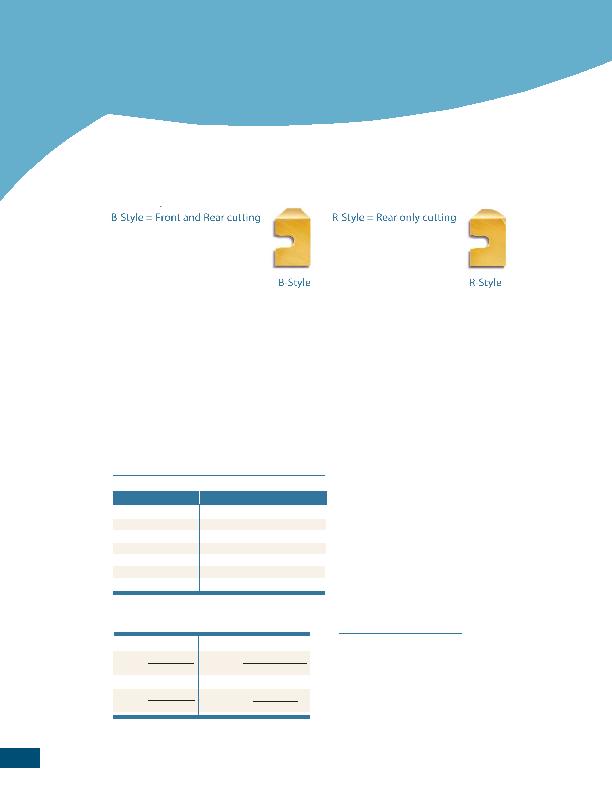
When ordering carbide tool whether it is a standard carbide tool, Stubby tool,
or BurrFree Drill you will need to add a blade suffix to the tool.
When ordering Carbide deburring tools whether it is a BurrFree Drill, Standard Car-
bide tool or Stubby Tool you will need to add a blade suffix to the tool number.
Please reference page 29 to determine the correct blade suffix for your ap-
plication. These tool extension numbers are based on your desired hole size,
material and whether you need front and rear hole deburring or rear-only.
Example: CRB 0250 both Front and Rear Cutting = CRB0250-B
CRB 0250 Rear Only Cutting = CRB0250-R